


SKU: CS-DBJP-14
– Set of Upper & Lower Ball Joints
– LIFETIME Advanced-Replacement Warranty
– Copper Plated, Carburized and Dry-Lubed
– Includes a tube of Redline CV2 Grease
– Fitment: Ram 3500 4×4
– Fitment: Ram 2500 4×4
Carli Ball Joint Warranty Registration
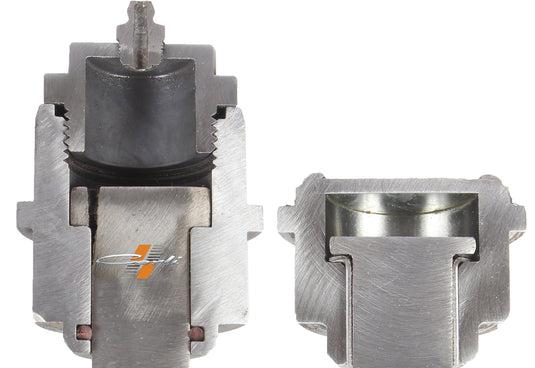
The design comes first. To know how we improved it, let’s take a look at the factory. The Factory Ball Joints are made up of a lower ball joint and upper floating king-pin. What better way to learn a product than to cut it in half to learn it’s functionality. The upper ball joint is designed as a pivot point determining the axis on which the knuckle will move and thus, only sees a lateral load. When you cut into the factory ball Joint, you find a sealed housing, sleeve, pin and boot. The upper cavity stores the grease from the factory and allows the “hat” of the pin to float up and down as the knuckle raises and lowers through the steering cycle. The “hat” of the pin does not make contact with the housing, it only prevents the pin from pulling out the bottom of the housing. As the hat of the pin doesn’t contact, there’s a coated sleeve that isolates the pin from the housing and it’s vertical surface is the only wear surface for the upper.
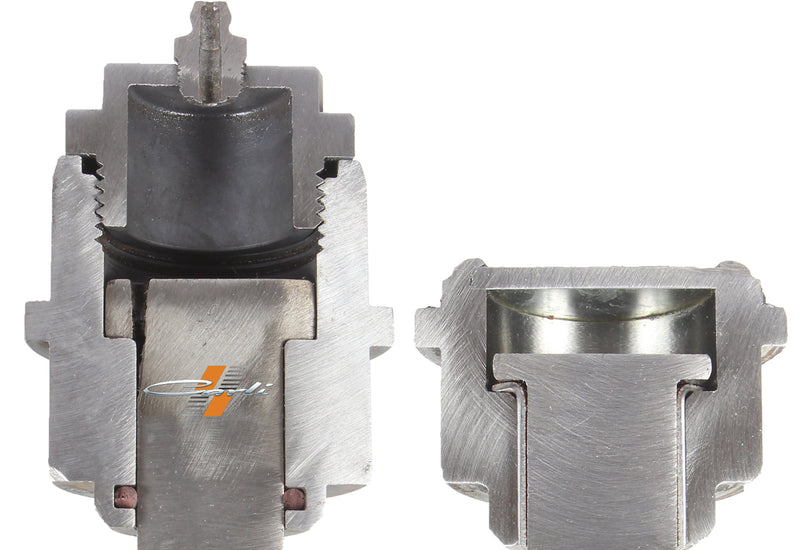
The Carli Joints are similar in design in that we utilize the same style of a floating King-Pin upper but with several improvements in design. You’ll notice our ball joint has a pin and housing but the “hat” of the pin contacts the housing. This adds a second wear surface to further distribute the load applied laterally to the ball joint while providing the same failsafe as a factory ball joint ensuring the pin cannot be pulled through the bottom of the ball joint housing. Further, there is no sleeve isolating the wear surfaces eliminating the point of failure. The upper cavity’s size is increased to hold a larger grease reserve and the threaded cap both allows access to the cavity and pin if needed and allows servicing through its zerk fitting. You’ll also notice the channel in the pin itself providing a path for grease to migrate to the wear surface. At the bottom of the housing, a Viton Seal prevents the environment from entering the ball joint.
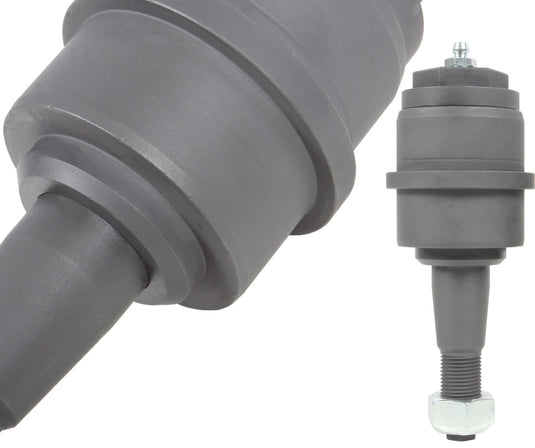
The lower ball joints are the true ball joints in the AAM design. The spherical lower is a ball and socket design allowing lateral misalignment (unlike the king-pin upper). Because the design tracks the knuckle on an imperfect axis, the spherical lower is required to allow the knuckle to move freely with only a slight vertical travel through its steering cycle. By design, the lower factory joint is a pin isolated from the housing by a nylon material loaded from the top and sealed by a press with a boot to keep out the elements. When this composite liner fails, the ball joint needs to be replaced. It’s the old saying, a chain is only as strong as its weakest link.
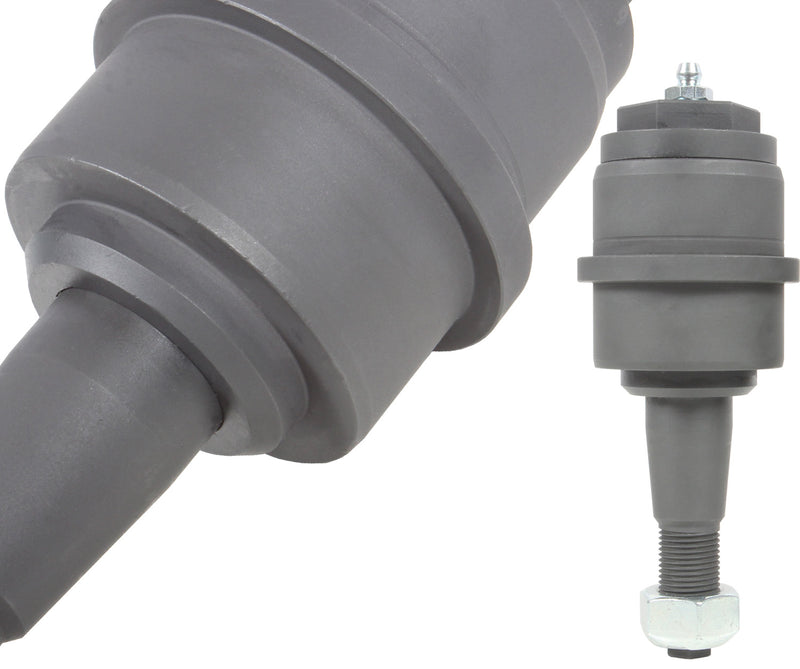
Our improvement on this design begins with the ability to service the joint. The Zerk fitting is recessed into the top of the joint and protrudes at an angle to be aimed forward and slightly inward to allow access to the fitting without needing to disassemble anything. In the cutaway, you can see the channels machined into our ball surface conducive to grease migration. Again, you’ll see no liners of any kind. At the top, a bronze wear surface preloaded by a disc spring, safety washer and snap ring ensures the ball joints wear surfaces are always held tightly together for optimal performance. Not shown in the picture but including in our lower is a rubber seal locking the housing to the pin.
Now that the design improvements are clear, why are we so confident in the materials that we think we can eliminate wear-surface isolation? We have tested every possible material and process to land where we have since the inception of these lifetime ball joints in 2007. Our process starts with masking. We mask the ball joints, all but the wear surface with a copper plating. Once plated, the ball joints head to carburizing. The carburizing creates an extremely hard surface with a case-hardness (penetrating depth) of 20-25 thousandths. For reference, another process we tried was salt-bath nitride which produced 3 thousandths in a best-case scenario. When the ball joint has completed the carburizing/heat treat, they’re stripped of their copper masking leaving the entire joint heat treated and the wear surfaces incredibly hard. From stripping, they head to dry-lube where the whole joint is coated with a corrosion resistant gray coating to project the joint while the lubricity of the coating pairs with ant seize and Redline CV2 grease to assist in breaking in the wear surfaces.
Normally, this is where you list the recipe of materials – well, we don’t want to spell out everything for the competition. The time we’ve put in (literal blood, sweat, tears) and hundreds of thousands of dollars to develop this indestructible product have led us to safeguard this recipe with our life. What we will do, back these ball joints with the industry’s only ADVANCED REPLACEMENT Lifetime Guarantee. Keep your purchase receipt and know you’re set for the life of the truck. If anything should happen, shoot us a video of the play (Excess of .040” vertical or .020” lateral) and your purchase receipt and we’ll have replacements enroute with a call tag to return the defective joints; simple as that. When you receive the new ones, swap them in and send the old ones back with the included call tag. It’s more expensive for us to do it this way and we end up replacing a lot of joints that either haven’t failed or were damaged by the installer but it’s a small price to pay to provide the best product and peace of mind that we’ll have our customer’s back regardless.
SKU: CS-DBJP-14
– Set of Upper & Lower Ball Joints
– LIFETIME Advanced-Replacement Warranty
– Copper Plated, Carburized and Dry-Lubed
– Includes a tube of Redline CV2 Grease
– Fitment: Ram 3500 4×4
– Fitment: Ram 2500 4×4
Carli Ball Joint Warranty Registration
The design comes first. To know how we improved it, let’s take a look at the factory. The Factory Ball Joints are made up of a lower ball joint and upper floating king-pin. What better way to learn a product than to cut it in half to learn it’s functionality. The upper ball joint is designed as a pivot point determining the axis on which the knuckle will move and thus, only sees a lateral load. When you cut into the factory ball Joint, you find a sealed housing, sleeve, pin and boot. The upper cavity stores the grease from the factory and allows the “hat” of the pin to float up and down as the knuckle raises and lowers through the steering cycle. The “hat” of the pin does not make contact with the housing, it only prevents the pin from pulling out the bottom of the housing. As the hat of the pin doesn’t contact, there’s a coated sleeve that isolates the pin from the housing and it’s vertical surface is the only wear surface for the upper.
The Carli Joints are similar in design in that we utilize the same style of a floating King-Pin upper but with several improvements in design. You’ll notice our ball joint has a pin and housing but the “hat” of the pin contacts the housing. This adds a second wear surface to further distribute the load applied laterally to the ball joint while providing the same failsafe as a factory ball joint ensuring the pin cannot be pulled through the bottom of the ball joint housing. Further, there is no sleeve isolating the wear surfaces eliminating the point of failure. The upper cavity’s size is increased to hold a larger grease reserve and the threaded cap both allows access to the cavity and pin if needed and allows servicing through its zerk fitting. You’ll also notice the channel in the pin itself providing a path for grease to migrate to the wear surface. At the bottom of the housing, a Viton Seal prevents the environment from entering the ball joint.
The lower ball joints are the true ball joints in the AAM design. The spherical lower is a ball and socket design allowing lateral misalignment (unlike the king-pin upper). Because the design tracks the knuckle on an imperfect axis, the spherical lower is required to allow the knuckle to move freely with only a slight vertical travel through its steering cycle. By design, the lower factory joint is a pin isolated from the housing by a nylon material loaded from the top and sealed by a press with a boot to keep out the elements. When this composite liner fails, the ball joint needs to be replaced. It’s the old saying, a chain is only as strong as its weakest link.
Our improvement on this design begins with the ability to service the joint. The Zerk fitting is recessed into the top of the joint and protrudes at an angle to be aimed forward and slightly inward to allow access to the fitting without needing to disassemble anything. In the cutaway, you can see the channels machined into our ball surface conducive to grease migration. Again, you’ll see no liners of any kind. At the top, a bronze wear surface preloaded by a disc spring, safety washer and snap ring ensures the ball joints wear surfaces are always held tightly together for optimal performance. Not shown in the picture but including in our lower is a rubber seal locking the housing to the pin.
Now that the design improvements are clear, why are we so confident in the materials that we think we can eliminate wear-surface isolation? We have tested every possible material and process to land where we have since the inception of these lifetime ball joints in 2007. Our process starts with masking. We mask the ball joints, all but the wear surface with a copper plating. Once plated, the ball joints head to carburizing. The carburizing creates an extremely hard surface with a case-hardness (penetrating depth) of 20-25 thousandths. For reference, another process we tried was salt-bath nitride which produced 3 thousandths in a best-case scenario. When the ball joint has completed the carburizing/heat treat, they’re stripped of their copper masking leaving the entire joint heat treated and the wear surfaces incredibly hard. From stripping, they head to dry-lube where the whole joint is coated with a corrosion resistant gray coating to project the joint while the lubricity of the coating pairs with ant seize and Redline CV2 grease to assist in breaking in the wear surfaces.
Normally, this is where you list the recipe of materials – well, we don’t want to spell out everything for the competition. The time we’ve put in (literal blood, sweat, tears) and hundreds of thousands of dollars to develop this indestructible product have led us to safeguard this recipe with our life. What we will do, back these ball joints with the industry’s only ADVANCED REPLACEMENT Lifetime Guarantee. Keep your purchase receipt and know you’re set for the life of the truck. If anything should happen, shoot us a video of the play (Excess of .040” vertical or .020” lateral) and your purchase receipt and we’ll have replacements enroute with a call tag to return the defective joints; simple as that. When you receive the new ones, swap them in and send the old ones back with the included call tag. It’s more expensive for us to do it this way and we end up replacing a lot of joints that either haven’t failed or were damaged by the installer but it’s a small price to pay to provide the best product and peace of mind that we’ll have our customer’s back regardless.

